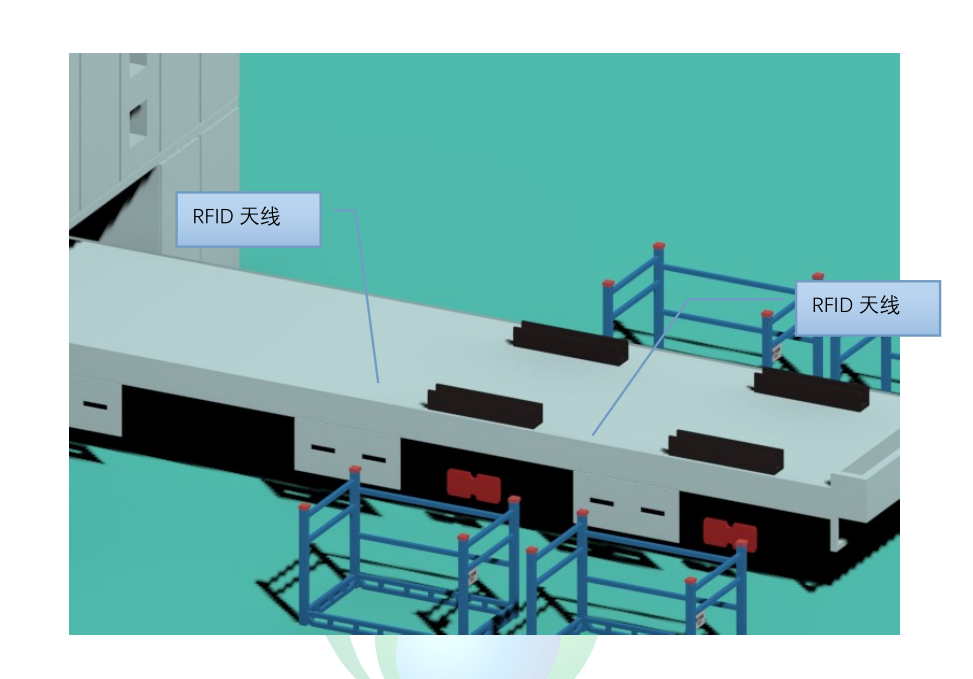
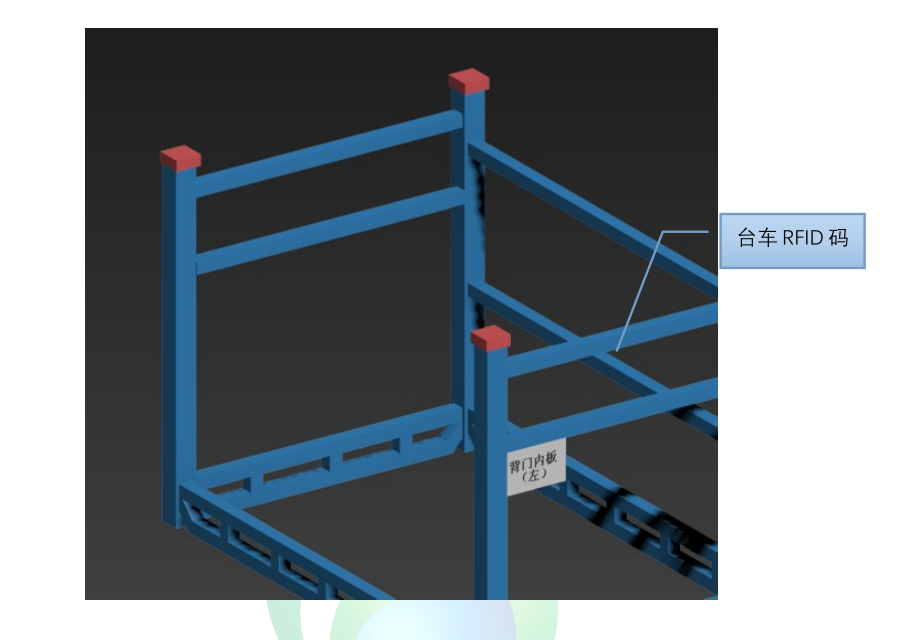
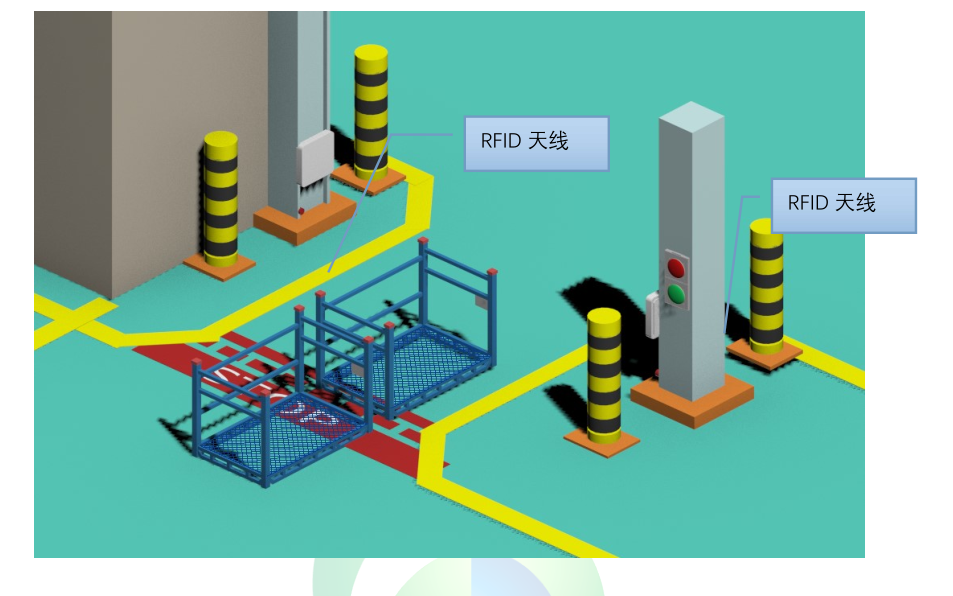
RFIDжҠҖжңҜеңЁжұҪиҪҰеҶІеҺӢиҪҰй—ҙзҡ„еә”з”Ё
1
1
й
е
2
е
2
е
2
R
2
2
й
2
ж
3
3
д
з
&
&
R
ж
4
ж
4
ж
&
&
R
е
&
&
R
3
е
&
&
?
ж
з
&
&
R
е
&
&
R
3
е
&

&
R
з
3
й
&
&
R
й
ж–°й—»еҠЁжҖҒ
1
1
й
е
2
е
2
е
2
R
2
2
й
2
ж
3
3
д
з
&
&
R
ж
4
ж
4
ж
&
&
R
е
&
&
R
3
е
&
&
?
ж
з
&
&
R
е
&
&
R
3
е
&
&
R
з
3
й
&
&
R
й