зҪ‘з«ҷйҰ–йЎө
дә§е“Ғдёӯеҝғ
еёёи§Ғй—®йўҳ
и§ЈеҶіж–№жЎҲ
еҗҲдҪңжЎҲдҫӢ
иҒ”зі»жҲ‘们
ж–°й—»еҠЁжҖҒ
дё»йЎө
>
ж–°й—»еҠЁжҖҒ
>
иЎҢдёҡж–°й—»
дјҒдёҡж–°й—»
еёёи§Ғй—®йўҳ
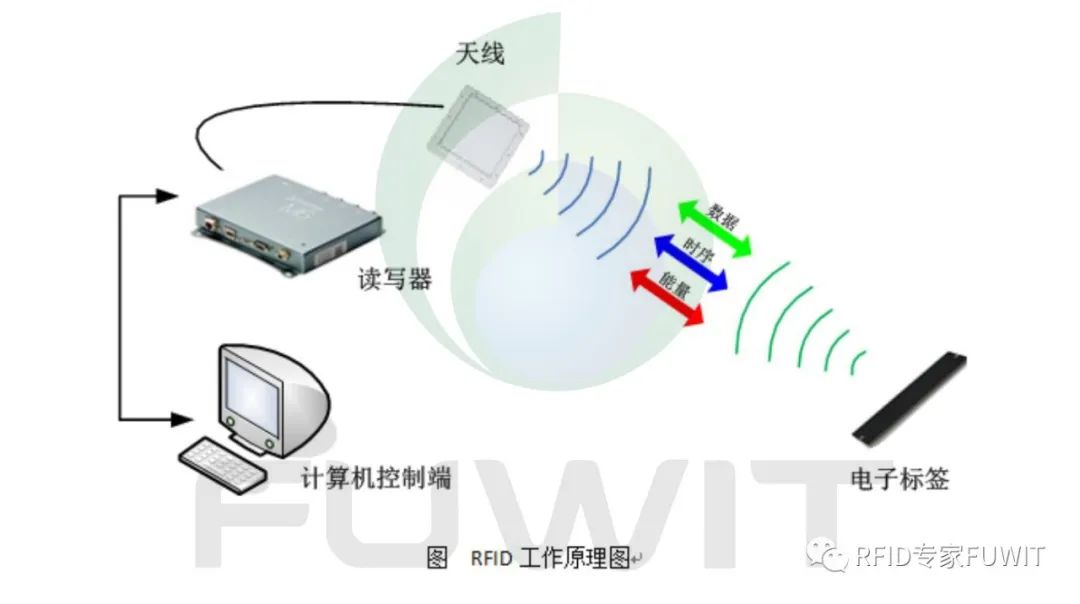
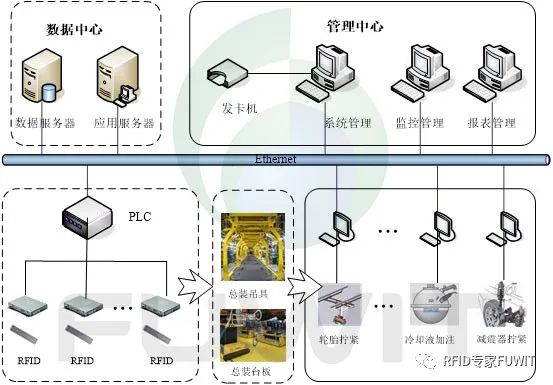
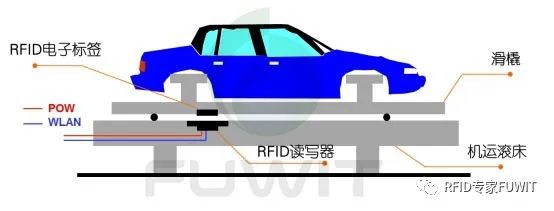
еә”з”ЁдәҺжұҪиҪҰжҖ»иЈ…зәҝзҡ„RFIDжҠҖжңҜи§ЈеҶіж–№жЎҲ
2023-02-25 11:01:06
й
й
д
д
0
д
ж
е
е
0
3
R
&
&
д
3
R
е
0
4
з
&
&
е
4
и
е
и
4
е
&
&
ж
&
&
4
е
з
и
и
е
з
и
е
&