

479017087
• 确保原材料的及时供应;
• 实时状态检测数据传输;
• 监控生产线设备状态,降低生产过程偏差概率;
• 实现质量控制和实时观察,降低维修率;
• 提高生产线的灵活性和准确性;
• 跟踪产品生产周期,减少损失;
• 建立产品质量跟踪数据库;
客户困扰:
中国制造业(如汽车)在管理水平、制造能力、质量和价格等方面与国际市场存在明显差距。新的市场形势也对中国汽车制造业提出了新的挑战,其特点是产品生命周期缩短,客户需求越来越个性化,质量要求越来越高。
• 文件传递滞后
• 手动传递文件中遗失的文件
• EAM系统中残留数据不能及时处理
• 工程人员重复录入数据
• 错误的数据手写和输入
解决方案
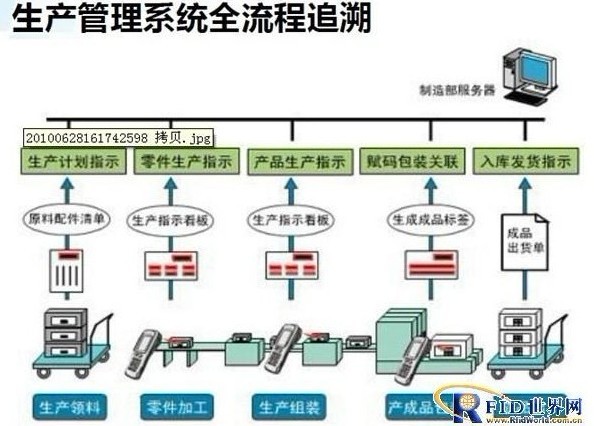
生产监控调度管理解决方法
工序间的生产调度指令更多的是应用电子看板E-KANBAN读取和转换信息。E-KANBAN以电子条形码技术为载体的信息卡;平移车或车间的电子看板是LED或液晶电子显示屏,主要有两个目的:
• 实现JIT物料、人员、车辆协调准时;
• 按需传递生产调度指令;
当生产线操作人员开始某一工序时,使用MT工业级移动数据终端扫描车辆信息卡及工艺条码,MT02工业移动数据终端根据订单数据自动审核,实时将流程启动时间信息传输到后台调度中心数据库;完成后,扫描流程条码,将完成信息传输到后台数据库。
同时,最后一道工序所需的时间信息通过工业移动数据终端传达给后一道工序所需的协同操作人员,以生产指令的形式输入或输出。同时,系统自动累积的功能也可以计算一定时间的完成量和效率。
车间调度逻辑模型如下:
• 数据采集子系统实时跟踪生产现场实际站点的状态信息;
• 由调度中心进行数据分析,计算各站运行效率、运行模式、自动提示操作人员运行的科目;
• 现场作业的具体内容、加工进度、整个工作车间的材料转换和分配等,必要时应用APS重新计算,发布新的生产指令。
• 涉及业务线性工作和非线性工作的生产模式将采用线性、非线性和交叉混合模式进行数据计算和分析,从而达到提高生产能力的目的。
• 软件平台数据交互:生产现场数据采集子系统

生产现场数据采集准备:
• 802年部署在涂装、承装、试交车间.11b/g无线网络通信环境
• 涂装车间配备小范围移动数据采集终端和工艺看板,按每道工序(约25个,或按团队/质量检验配备移动数据采集终端,应考虑数量与便利性的平衡)
• 每个司机都配备了移动终端,实时接受任务指示,并反馈工作状态
• 条码对应标准化工艺和质量信息
• 平移车道上空,物料供应车间放置LED电子看板,实时滚动显示5-8个待运工艺车号和物料供应指示
数据采集操作流程
• 工序开始时,班长扫描相应的工序条码,自动记录开始时间
• 在过程结束时,自动记录相应的条码
• 过程中出现异常质量问题时,班长或质检人员应扫描相应的质量信息条码,自动记录过程延迟时间
• 扫描条码时,通过无线网络实时传输到生产监控调度中心
• 实时反馈工序状态信息APS自动调整或重新计算排程系统
• 工序状态信息、生产指令通过电子看板、移动数据终端等实时通知
缺陷管理
车辆生产主要是装配,涉及大量部件(包括工厂自制部件和外部部件),在装配过程中不可避免地会产生各种缺陷,包括部件、本过程和上一个过程。为了提高质量,降低维修率,需要实时监控和记录每辆车的缺陷,并及时采取措施。
文件制作:任职
Email : Renzhixian@126.com
QQ : 479017087
Mobile: 13911533725